1、每个程序在加工前,都要严格确认刀具与程序是否一致。
2、装刀时要确认刀具的长度和所选的刀头是否合适。
3、机器运行过程中不要开门,以免飞刀或飞散工件。
4、如果在加工过程中发现刀具,操作者必须立即停止,例如按下“紧急停止”按钮或“复位按钮”按钮或将“进给速度”调为零。
5、在同一个工件中,必须保持同一个工件的相同区域,以保证刀具连接时CNC加工中心操作规则的准确性。
6.如果在加工过程中发现加工余量过多,必须使用“单段”或“暂停”清除X、Y和Z值,然后手动铣削,然后摇回. 零”让它自己运行。
7、操作过程中,操作人员不得离开机器或定期检查机器的运行状态。如需中途离开,必须指定相关人员进行检查。
8、光刀喷涂前,应将机床内的铝渣清理干净,防止铝渣吸油。
9、粗加工时尽量用空气吹,轻刀程序中喷油。
10、工件下机后,要及时清理去毛刺。
11、下班时,操作人员必须及时准确交接,确保后续处理能正常进行。
12、关机前确保刀库在原位,XYZ轴停在中心位置,然后关闭机床操作面板上的电源和主电源。
13、遇到雷雨,必须立即关闭电源,停止工作。
精密零件加工方法的特点是对去除或添加的表面材料量进行极其精细的控制。但是,要想获得超精密零件加工的精度,仍然依靠精密的加工设备和..的约束系统,并以超精密掩模为中介。
例如超大规模集成电路的制版,通过电子束对掩模上的光刻胶(见光刻)进行曝光,使光刻胶的原子在电子撞击下直接聚合(或分解),然后聚合或未聚合的部分用显影剂溶解以形成掩模。电子束曝光制版需要台面定位精度为±0.01μm的超精密加工设备。

精密零件切割
主要有超精密车削、镜面磨削和磨削。微车削是在超精密车床上用精细抛光的单晶金刚石车刀进行的。切割厚度仅为1微米左右。常用于高精度、高外观的有色金属材料球面、非球面和平面镜的加工。成分。例如,用于加工核聚变装置的直径为800mm的非球面镜,其.大精度为0.1μm,外观粗糙度为0.05μm。
精密零件特殊加工
精密零件加工精度为纳米级,即使以原子单位(原子晶格间距为0.1-0.2纳米)为目标,也无法适应超精密零件切割方法,需要使用特殊精密零件加工方法,即应用化学。
能量、电化学能、热能或电能,使能量超过原子间的接合能,从而消除工件某些外部零件之间的粘附、接合或晶格变形,达到超精密加工的目的. 这些工艺包括机械化学抛光、离子溅射和离子注入、电子束曝光、激光束加工、金属蒸发和分子束外延。
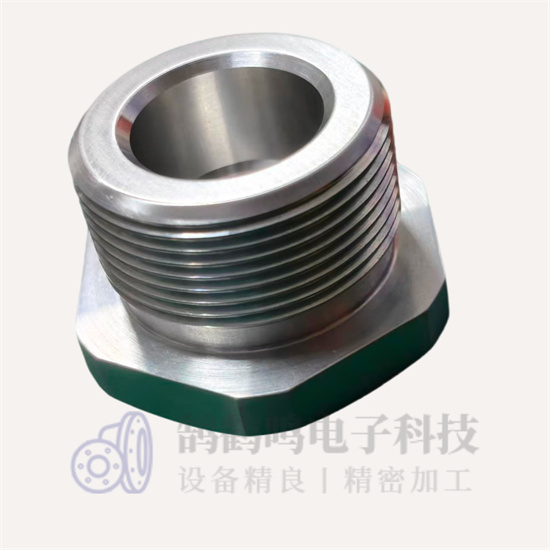
产品中心
直通车
关于我们
新闻资讯

关注我们
营业执照


 当前位置:
当前位置:

 热门推荐
热门推荐